Wieder war der Puffer nicht ausreichend
Wie wäre eine Welt ohne Variabilität? – Planbar!
Wie planbar ist die Welt, in der wir leben?
Unser Leben wird ständig von Ereignissen begleitet, die unser Leben oder jenes um uns herum direkt oder indirekt beeinflussen. Jene Ereignisse verursachen Variabilität, wobei nach dem National Institute of Standards and Technology (NIST) zwischen dem Verursachen kontrollierbarer oder unkontrollierbarer Variabilität unterschieden werden kann. Binden wir zum besseren Verständnis das Beispiel einer Morgenroutine ein …
Im Produktions- und Fertigungskontext ist kontrollierbare Variabilität durch ein stabiles und konsistentes Variationsmuster über die Zeit definiert. Bezogen auf Ereignisse ist kontrollierbare Variabilität das Ergebnis bewusster Entscheidungen. Ihre Ursachen sind deterministisch, wozu die Produktvielfalt, das Festlegen von Losgrößen/Batches, das Rüsten, die Anordnung der Arbeitsstationen usw. zählen. Für unser Beispiel sind vergleichbare Ereignisse das Anziehen, Zähne putzen, die Ordnung im Kühlschrank oder das Frühstücken.
Hingegen zeichnet sich unkontrollierbare Variabilität durch ein Variationsmuster aus, das sich im Laufe der Zeit ändert und daher unvorhersehbar sein kann. Ereignisse, welche unkontrollierbare Variabilität verursachen, liegen außerhalb des Kontrollbereichs. Stochastische Ursachen für unkontrollierbare Variabilität sind u. a. Nachfrageentwicklungen, Maschinendefekte/-ausfälle, Nacharbeit oder krankheitsbedingte Ausfälle des Personals. Laut Hopp und Spearman, den Autoren von „Factory Physics“, ist unkontrollierbare Variabilität das Ergebnis von Zufälligkeit, wofür es mindestens zwei Arten gibt:
- scheinbare und
- echte Zufälligkeit.
Im ersten Fall scheinen sich Systeme nur deshalb zufällig zu verhalten, weil unvollkommene oder unvollständige Informationen vorhanden sind. Für unser Beispiel könnte das bedeuten, dass die Kühlschrankordnung ohne unser Wissen kurzfristig geändert wurde, sodass wir plötzlich entgegen unserer Zeitplanung Dinge suchen müssen.
Beim zweiten Fall treten tatsächlich zufällige, unvorhersehbare Schwankungen auf, die außerhalb des Einflussbereichs liegen. Zum Beispiel könnte der Toaster plötzlich aussetzen und den Inhalt verbrennen, ein unerwarteter Anruf uns aufhalten oder das Auto streiken.
So ist die Form der Variabilität letztlich abhängig von den charakteristischen Ausprägungen der Ereignisse, sprich, inwieweit die Ereignisse bekannt und beeinflussbar sind. Ereignisse, die kontrollierbare Variabilität verursachen, sind stets bekannt und beeinflussbar. Ereignisse, die unkontrollierbare Variabilität verursachen, sind stets unbekannt, unterscheiden sich jedoch bzgl. ihrer Beeinflussbarkeit.
Ereignisse scheinbarer Zufälligkeit sind beeinflussbar. Ihr Auftreten folgt meist einer Regelmäßigkeit, die unbekannt ist. Hingegen sind Ereignisse echter Zufälligkeit nicht beeinflussbar. Sie überraschen uns bzw. das Produktionsgeschehen.
Beeinflussbare Schwankungsursachen sind zugunsten der Prozesseffizienz und Ressourcenschonung zu minimieren. Ereignisse, die sich nicht beeinflussen lassen, sollten nach Möglichkeit antizipiert oder durch ein entsprechendes Risikomanagement abgefangen werden. Das Untersuchen und Detektieren solcher Ereignismuster wird durch den technologischen Fortschritt der letzten Dekaden zunehmend möglich. Zahlreiche Produktions- und Prozessdaten geben Einblicke in das Systemverhalten und unterstützen beim Aufbau eines Systemverständnisses, mit dem sich der Einfluss von Variabilität auf das System erkennen und beschreiben lässt.
Diesem Thema bin ich während meines Promotionsvorhabens nachgegangen. Die Ergebnisse dazu sind Gegenstand meiner Dissertation mit dem Titel: „Entwicklung eines methodischen Vorgehens zum Untersuchen zeitlicher Variabilität in Produktionssystemen zur Unterstützung der Produktionsplanung und -steuerung“.
Theorie und Praxis – so fern und doch so nah
Factory Physics – Lean Production – Industrie 4.0. Jeder Eigenname stellt ein in sich intaktes Zahnrad dar. Alleine werden diese Zahnräder nicht so viel übersetzen – mit der richtigen Zusammensetzung jedoch umso mehr.
Die wissenschaftlichen Grundlagen und Gesetze für Produktions- und Fertigungssysteme liefert das Werk „Factory Physics“. Die darin enthaltenen Erkenntnisse sind essenziell, wenn es um die Gestaltung und Untersuchung jener Systeme geht. Zwei elementare “Gegner“, die Produktions- und Fertigungssysteme an einem idealen Ablaufverhalten hindern, sind die Komplexität und Variabilität. Je höher die Komplexität in einem System ist, umso mehr neigt das System zum Verursachen von Variabilität.
Indizien für den Grad an Komplexität sind bspw. gegeben durch branchenspezifische Fertigungsverfahren, die Fertigungsart, die Fabrikorganisation/Fertigungsprinzipien, die Fertigungsorganisation etc. Weitere Merkmale sind die Anzahl an Produktvarianten, die Anzahl an unterschiedlichen Maschinen sowie deren Einstellparameter, die Anzahl unterschiedlicher Losgrößen/Batches, unterschiedlich qualifiziertes Personal, unterschiedliche Freigaberegeln für Aufträge sowie das Vorhandensein von Priorisierungsregeln, die Anzahl an unterschiedlichen Systemen zur Ablaufsteuerung usw.
Aus den Inhalten von Factory Physics lässt sich der Zusammenhang zwischen der Systemauslastung (also dem Durchsatz) und der Durchlaufzeit anhand der Leistungskennlinie aufzeigen. Daraus geht hervor, dass die Durchlaufzeit mit steigender Auslastung exponentiell zunimmt. In einem schwankungsanfälligen System ist jener Anstieg gravierender, als in einem weniger schwankungsanfälligem System. Prinzipiell lässt sich die Gesamtleistung eines Systems verbessern, wenn die vorhandene Variabilität reduziert wird.
Ein zusätzliches Hindernis, dem gegenwärtige Produktions- und Fertigungssysteme gegenüberstehen, ist mit dem dritten “Gegner“ beschrieben – fehlleitende Vorgaben. Diese äußern sich z. B. hinsichtlich eines fehlenden produktionstechnischen Verständnisses, da managementgetriebene Vorgaben eine hohe Auslastung verlangen, bedienend am Narrativ, dass eine hohe Auslastung der Systeme hohen Durchsatz, Kostendegressionseffekte sowie kürzere Amortisationszeiten bedeuten. Das eine 100 %-ige Auslastung kontraproduktiv ist, wird verkannt, da die Gesetzmäßigkeiten von Factory Physics kein Bestandteil einer betriebswirtschaftlichen – und leider auch viel zu selten einer produktionstechnischen – Ausbildung sind.
So fehlt das Wissen über das exponentielle Verhalten der Durchlaufzeit, das bei Auslastungen nahe der Kapazitätsgrenze eintritt. Zudem fehlt auch die Einsicht, dass maximale Auslastungsbereiche aus Instandhaltungssicht zu vermeiden sind, da eine Auslastung nahe der Kapazitätsgrenze zu einer Überbeanspruchung des Produktionssystems führt, was in vermehrte Unterbrechungen aufgrund von Verschleiß und Überschreitungen optimaler Betriebspunkte resultiert. Solch ungeplante Unterbrechungen verursachen unkontrollierbare Variabilität.
Eine Überbeanspruchung des Produktionssystems ist nur in seltenen Fällen vorzunehmen, wie zum Abfangen von drastischen Planabweichungen oder bei vereinzelten Nachfragespitzen. Sinnvoller ist eine Orientierung nach der Durchlaufzeit und dem Arbeiten am optimalen Betriebspunkt. Die Fokussierung auf die Durchlaufzeit ist z. B. Gegenstand im Lean Production.
Der leistungsmindernde Einfluss von Variabilität in Produktionssystemen konnte unter Verwendung der Betriebskennlinie sowohl analytisch als auch experimentell durch Simulationsstudien an einem Modell eines realen, mittelgroßen Mehrprodukt-Halbleiterchip-Fertigungssystems nachgewiesen werden.
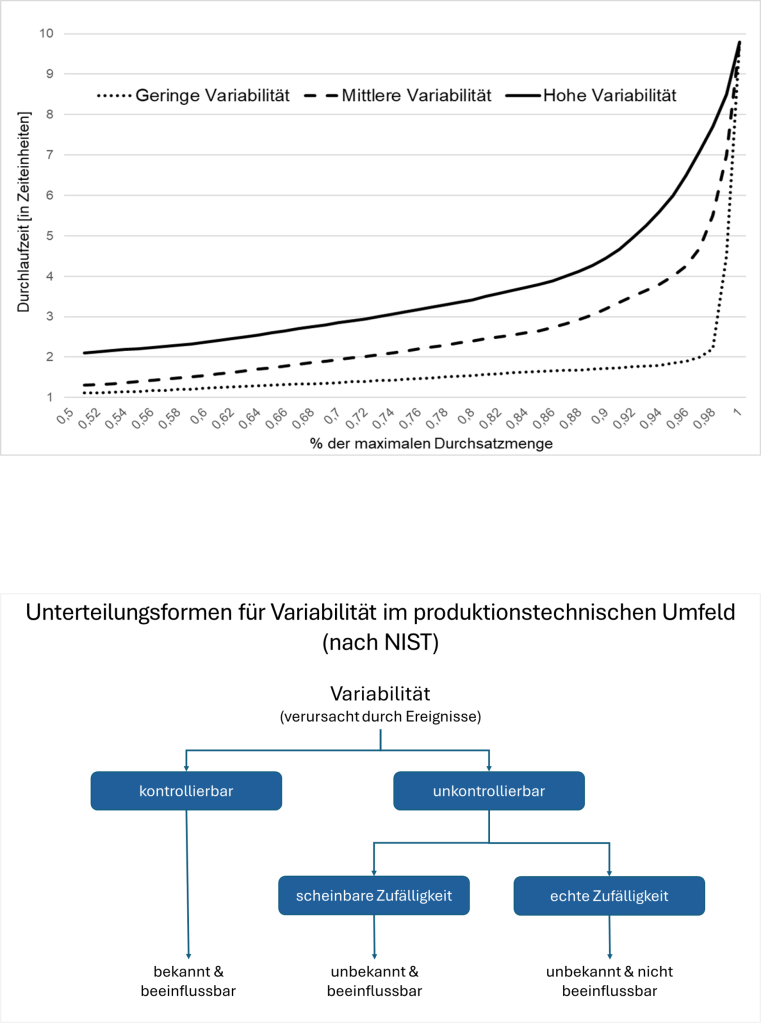
Übersicht für Variabilität im produktionstechnischen Umfeld nach NIST.
Stoppt die Verschwendung!
Lean Production nehme ich als eine Art Produktions- bzw. Fertigungsphilosophie wahr. Das Ziel ist die Gestaltung eines Produktions- bzw. Fertigungssystems mit minimaler Verschwendung. Dabei wird im Lean üblicherweise zwischen folgenden sieben Arten der Verschwendung unterschieden:
1. Überproduktion,
2. unnötige Bewegungen,
3. Nacharbeit/Ausschuss,
4. überflüssiger Transport,
5. ungenügende Prozessgestaltung,
6. Wartezeit,
7. Bestände.
Mitunter werden auch mehr Arten genannt, wobei die hier aufgezeigten Arten Bestandteil jeder Aufzählung sind.
Variabilität beeinflusst nach meiner Ansicht jede der sieben genannten Arten oder kann durch jede der Arten verursacht werden. Zur Vermeidung von Verschwendung werden im Lean Production Konzepte und Methoden bereitgestellt, wodurch u. a. die Komplexität reduziert werden soll. Prozesse werden nach Möglichkeit “verschlankt“, d. h., vereinfacht, mit dem Ziel, vernetzte Regelkreise aufzubauen. Unter Fokussierung auf wenige Schlüsselkomponenten soll ein Gebilde entstehen, das sich mit wenigen Ordnungsparametern charakterisieren und steuern lässt, entgegen dem gewohnten Muster, worin Produktionssysteme in kleine Scheiben zerteilt und jeweils einzeln für sich “optimiert“ werden.
Die Orientierung nach der Durchlaufzeit wird damit begründet, dass beim Durchsatznarrativ (hoher Durchsatz = viel Umsatz) nicht alle entscheidungsrelevanten Parameter kostenmäßig erfasst werden. So lässt sich die Durchlaufzeit bzw. deren Elastizität oft nicht exakt in Kosten/Gewinn abbilden – also wie viel kosten 4 Wochen Durchlaufzeit im Gegensatz zu 6? Ein weiteres Problem ist, dass auf Basis kostenrechnerischer Ansätze versucht wird, ein eigentlich dynamisches System statisch zu optimieren. Im Lean wird daher nicht auf Basis von Kosten, sondern auf Basis von Zeiten und Kapazitäten optimiert.
Eine Forderung an das System ist folglich, dass es mit Komplexität umgehen muss, wissend, dass sich Komplexität niemals komplett beherrschen lässt, sondern nur reduzieren.
Eine zweite Anforderung ist eine hohe Reaktionsgeschwindigkeit, also kurze Durchlaufzeiten. Wenn sich die von Variabilität betroffene Zukunft schon nicht vorhersehen lässt, sollte zumindest schnell reagiert werden können. Ein Treiber, der hierbei technologisch unterstützen kann, ist die digitale Transformation, zusammengefasst unter dem Begriff Industrie 4.0.

Photo by Brett Jordan on Pexels.com
Industrie 4.0 – (k)eine (R)evolution
Nach meinem Verständnis widmet sich Industrie 4.0 der Steigerung der Prozesseffizienz und Ressourcenschonung. Durch das Erfassen zahlreicher Daten lassen sich Schwachstellen und Ineffizienzen detektieren. Dabei stellen die Auswahl an zu erfassenden Daten sowie deren zielgerichtete Aggregation, Analyse und Auswertung Schlüsselkompetenzen dar.
Das Umwandeln der Daten zu Informationen soll zum Aufbau eines besseren Systemverständnisses beitragen, u. a. hinsichtlich der dem System innewohnenden Variabilität. So kann z. B. anhand von Zeitdaten untersucht werden, ob die Prozesse dem Plan folgen oder sich leichte Abweichungen durch abgenutzte Werkzeuge oder unklare Anweisungen bereits als Normalität in bestimmte Handlungsfolgen eingeschlichen haben, die über die gesamte Arbeitszeit hinweg zu deutlichen Verzögerungen führen. Solche an sich unbekannten Ereignisse sind mithilfe entsprechender Informationen zum Detektieren dieser Ereignisse beeinfluss- bzw. korrigierbar.
Unter dem Begriff Industrie 4.0 sammeln sich vielfältige Gestaltungsideen und Konzepte, die meist den Aufbau einer umfassenden Kommunikations- und Informationsinfrastruktur verlangen, sollen die beworbenen Potenziale ausgeschöpft werden. Aktuell finden sich zumeist Insellösungen in den Produktions- bzw. Fertigungshallen, die noch weit von der visionären Vorstellung entfernt sind, Leitsysteme, Maschinen und Menschen so miteinander zu vernetzen, dass ein sich selbststeuerndes Ökosystem entsteht. Ziel der Vernetzung ist vor allem, Informationen rasch bereitzustellen und auszutauschen, um einen effizienten sowie störungsfreien Ablauf zu gewährleisten.
Hürden zur Umsetzung der digitalen Transformation sind u. a. die erschlagende Vielfalt an Gestaltungsmöglichkeiten und Konzepten, das Investitionsvolumen zum Aufbau nachhaltiger Lösungen oder die Gefahr der Angreifbarkeit auf informationstechnischer Ebene, wenn die Hallen digital geöffnet werden.
